

随着技术节点持续降低,CMP工艺的精度与去除选择性要求也在不断提高[6]。因此在有效去除互连层Co的同时,实现互连层Co与阻挡层钛(Ti)的去除选择性及晶圆全局平坦化是首要解决的关键问题[7-8]。抛光液中的络合剂通过与金属离子形成络合物,加快金属溶解速率[9-11]。然而,不同络合剂在去除Co和Ti时表现出显著差异。例如,抛光液中酒石酸钾的质量分数由0增加到5%时,能够将Co的去除速率由25.0 Å/min显著提升至1 821.7 Å/min[11],但在Co和Ti去除选择性方面效果有限;抛光液中二乙烯三胺五乙酸五钠的质量分数为1%时,可将Co的去除速率提升至最大值248 nm/min,但质量分数进一步增加会导致表面氧化延迟,抑制去除效果[9]。此外,含多羟多胺结构的络合剂虽可使Co去除速率达到500 nm/min[12],但对Co和Ti的去除选择性仍需优化。
目前的研究尽管在提升去除速率方面有所进展,但Co与Ti的去除选择性问题仍未得到有效解决。大多数研究仅关注单一官能团的作用,缺乏多官能团协同作用的系统性分析。此外,针对复杂异质材料图形晶圆的相关研究缺乏足够的关注。本文系统探讨了不同官能团络合剂在CMP过程中对Co和Ti的去除机理。通过电化学与静态腐蚀实验,分析了不同络合剂的化学腐蚀效果,并利用纳米划痕实验评估对晶圆表面腐蚀后机械强度的影响。此外,考察了不同pH条件下羧基(—COOH)和氨基(—NH2)官能团对Co与Ti去除速率的影响,建立官能团数据库,优化抛光液成分,并提出异质材料间去除选择性的调控策略;同时对异质材料表面图形片晶圆进行验证,以探究与相应抛光液匹配的最佳工艺参数。
1 实验部分
1.1 实验材料
本文所使用的Co和Ti晶圆均通过电化学镀层(electrochemical plating, ECP)工艺制备,晶圆由SKW公司供应。选用络合剂为甘氨酸、组氨酸、丙氨酸、丙酸和丙二酸。CMP实验使用的抛光液由二氧化硅(SiO2)磨料、不同络合剂及去离子水配制而成。为了优化抛光效果,粗抛液的pH值控制在8左右,而精抛液的pH值则控制在10左右,pH值的调节通过添加氨水实现。用于静态腐蚀和电化学实验的溶液不含SiO2磨料,除此以外其化学成分与对应的抛光液一致。
1.2 化学机械抛光实验
所有CMP实验均使用华海清科股份有限公司生产的Universal 150 Plus抛光机进行。在实验中,抛光盘的转速设定为93 r/min,抛光头的转速为87 r/min,抛光液的流速为125 mL/min。Co晶圆粗抛阶段抛光压力为2 psi(1 psi=6 894.76 Pa),精抛阶段抛光压力为1.5 psi。每次抛光持续1 min,抛光后的晶圆用去离子水冲洗,并使用压缩空气吹干。抛光后,使用Resmap CDE四探针在每片晶圆的49个不同位置沿对角线测量抛光前后的电阻,并通过电阻变化计算薄膜厚度,进而确定材料去除速率(material removal rates, MRRs)。每组实验均重复3次,计算平均MRRs及标准差以确保数据的可靠性。
1.3 静态腐蚀实验
将Co晶圆浸没在200 mL不含硅溶胶磨料颗粒的抛光液中,浸泡120 s以进行静态腐蚀实验。通过测量腐蚀前后的晶圆厚度变化,计算静态腐蚀速率(static etch rates, SERs)。所有数据均重复3次实验,计算标准差以确保结果的可靠性。
1.4 电化学测试
电化学测量使用Autolab PGSTAT302N电化学工作站进行。实验采用三电极系统,其中Co和Ti分别作为工作电极,铂箔作为对电极,饱和甘汞电极作为参比电极。所使用的电解液不含磨料,除此之外与CMP实验中的抛光液成分相同。测试前,Co和Ti电极使用不同粒径的氧化铝抛光粉打磨,随后用去离子水冲洗并用压缩空气干燥。实验中,首先测试开路电位Eocp,测试时间为600 s,以获得一个稳定表面。然后,在扫描速率为1 mV/s时,得到(Eocp±50 mV)范围内的动电位极化曲线。
1.5 表面形貌与力学性能表征
Co和Ti晶圆表面的纳米划痕实验及形貌分析均通过Bruker公司的原子力显微镜(AFM)完成。首先使用AFM探针在1 V电压下扫描2 μm×2 μm的区域,随后在0.1 V电压下扫描5 μm×5 μm区域。2个区域之间的表面高度差即为纳米划痕深度,用于评估表面的力学强度与耐磨性。
2 分析与讨论
2.1 络合剂中官能团对Co和Ti去除行为的影响
为了深入研究不同官能团在络合剂中的作用机制,本文系统分析了含有不同数量—COOH或—NH2官能团的络合剂对Co和Ti去除速率的影响。
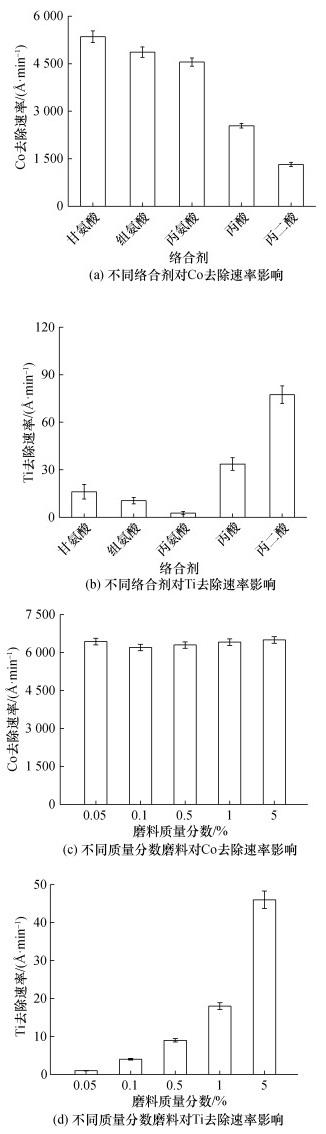
对于Ti的去除,图 1b展示了不同络合剂的去除影响作用。总体来看,在pH值为8条件下的Ti去除速率均低于100 Å/min,远低于Co的。这一结果表明,虽然这些络合剂对Co的去除表现出显著效果,但对Ti的去除作用相对较弱。—NH2基团的络合效应在Ti的溶解中未能发挥如其与Co之间的配位能力,这间接表明Ti的去除机制可能更多依赖于机械磨损作用,而非化学腐蚀作用。
除了络合剂的化学效应,磨料质量分数也是影响CMP过程中材料去除速率的重要因素。图 1c和1d进一步展示了磨料质量分数对Co和Ti去除速率的影响。图 1c显示,随着磨料质量分数的增加,Co的去除速率保持相对稳定。这表明,化学溶解在Co去除机制中占主导地位,机械磨损的贡献较小。相比之下,Ti去除速率随着磨料质量分数的增加呈显著上升的趋势(见图 1d)。特别是在磨料质量分数达到5%时,Ti的去除速率急剧增加,表明机械磨损在Ti去除中占据主导地位。这一现象可以归因于Ti表面与络合剂分子间的活性位点较少,导致其对化学溶解的响应较弱,因此更多依赖于机械磨损作用[14]。随着磨料质量分数的增加,抛光过程中施加的机械作用力增强,从而加速了Ti的去除。
2.2 化学腐蚀与机械作用的协同去除机制
为了进一步探讨Co在CMP过程中的去除机制,本文进行了静态腐蚀实验与电化学测试。图 2展示了不同络合剂条件下,Co和Ti的去除速率与静态腐蚀速率之间的关系,揭示了化学腐蚀与机械磨损在去除过程中的不同贡献。
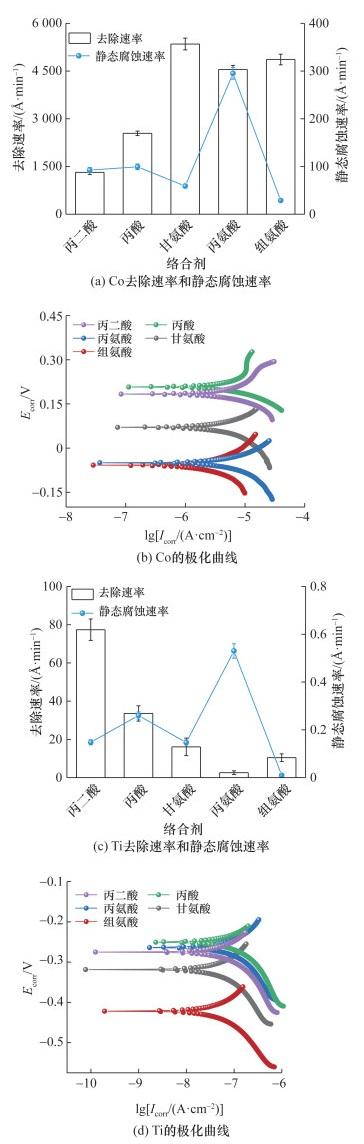
图 2a显示了5种络合剂下Co的去除速率和静态腐蚀速率,其中静态腐蚀由抛光液的化学腐蚀决定。甘氨酸、丙氨酸和组氨酸中的—NH2基团通过强烈的络合作用,与Co离子发生配位反应,显著加速了Co的溶解和去除[15]。图 2b展示了Co在不同络合剂条件下的极化曲线,Ecorr为腐蚀电位,Icorr为腐蚀电流密度。结果显示,Co在甘氨酸、丙氨酸和组氨酸中均表现出较高的腐蚀电流密度,这与其较高的去除速率一致,这些络合剂通过增强Co的电化学反应,显著促进了化学腐蚀过程,这表明对于Co而言,化学腐蚀是其去除过程的主导作用。与—COOH基团相比,络合剂中的—NH2基团具有更强的亲核性,能够与Co离子形成更加牢固的络合结构[16],这使得含有—NH2基团的络合剂在Co的化学腐蚀中表现出更强的效果。图 2c展示了Ti在5种络合剂条件下的去除速率和静态腐蚀速率。与Co不同,Ti的去除速率与静态腐蚀速率之间的关系较为松散。尽管在丙二酸和丙酸下,Ti去除速率较高,但其静态腐蚀速率较低,表明Ti的去除主要依赖于机械磨损,而非化学腐蚀。虽然丙二酸和丙酸中含有的—COOH基团可以与Ti4+发生络合作用(见式(4)),但其配位强度不足以显著提高Ti的化学腐蚀速率,因此机械磨损在Ti的去除过程中占据主导地位。图 2d展示了Ti在不同络合剂条件下的极化曲线。总体而言,Ti的腐蚀电流密度较低,特别是在甘氨酸和组氨酸条件下,Ti的电化学反应均较为平缓,这与Ti去除过程中化学腐蚀作用不显著相对应。虽然丙酸和丙二酸中Ti的极化曲线显示出略高的腐蚀电流密度,但这些变化并未显著影响Ti的去除速率,进一步证实了Ti的去除更多依赖于物理磨损,而非化学腐蚀。
2.3 表面形貌与力学性能的评估
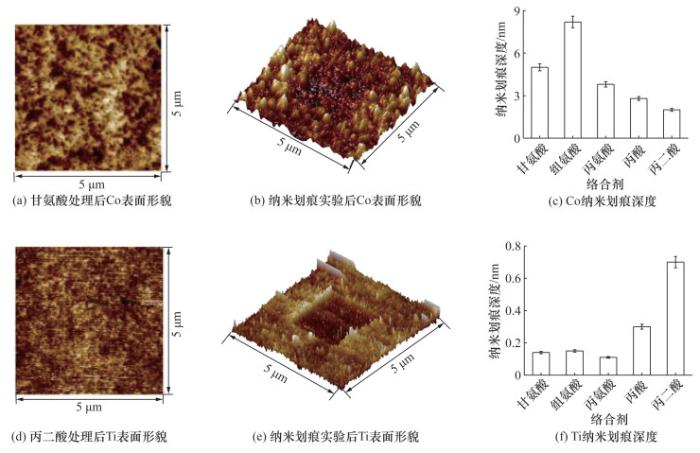
为了进一步探讨Co互连异质材料去除机制,图 3展示了通过原子力显微镜(AFM)和纳米划痕实验对不同络合剂处理后Co和Ti表面形貌及力学性能的评估结果。甘氨酸和丙二酸分别在Co和Ti的去除速率方面展现出最优性能,因此,我们选择其对应AFM图像进行展示。图 3a显示了甘氨酸浸泡后Co晶圆的表面形貌。可以观察到,甘氨酸浸泡后的Co表面呈现出较高的粗糙度,表明甘氨酸中的—NH2基团与Co的有效络合作用增强了化学腐蚀现象[17]。这种腐蚀作用削弱了表面结构,导致表面不平整,从而在后续机械磨损中加剧Co的去除。图 3b进一步展示了纳米划痕实验后Co表面的形貌,显示出甘氨酸处理下Co表面硬度的显著降低。化学腐蚀不仅削弱了Co表面的力学性能,还导致更深的划痕出现,表明化学作用在增强Co去除速率的同时,通过削弱表面结构促进了机械磨损[18]。图 3c展示了不同络合剂处理后Co表面的纳米划痕深度。结果显示,组氨酸处理后的Co表面划痕最深,之后依次是甘氨酸、丙氨酸、丙酸和丙二酸处理后的划痕。这表明,含有—NH2基团的络合剂如甘氨酸、组氨酸和丙氨酸通过化学腐蚀削弱了Co的表面硬度,从而在机械磨损下产生更深的划痕。
综上所述,含不同官能团的络合剂对Co和Ti的去除表现出显著差异。Co的去除主要由化学腐蚀主导,腐蚀作用削弱了其表面结构并进一步加剧了机械磨损;而Ti的去除则主要依赖机械磨损,化学腐蚀的贡献较小。因此通过合理选择和调节络合剂的种类,可以有效平衡化学腐蚀与机械磨损,从而实现对Co和Ti的去除选择性。
2.4 抛光液官能团数据库及组分优化策略
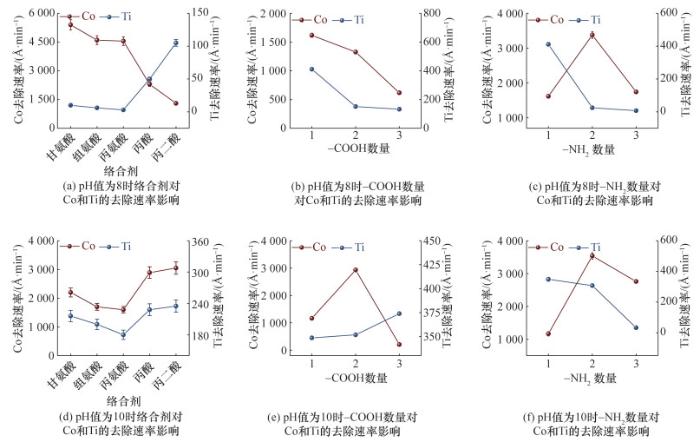
为深入探究官能团的作用效果,选择丙酸(具有1个—COOH基团)、丙二酸(具有2个—COOH基团)和丙三羧酸(具有3个—COOH基团)作为络合剂调节—COOH基团的数量,选择丙酸(不含—NH2)、甘氨酸(具有1个—NH2)和赖氨酸(具有2个—NH2基团)作为络合剂改变—NH2基团的数量。在pH=8的条件下,图 4b和4c的数据显示,随着络合剂分子中—COOH基团数量的增加,Co的去除速率呈现下降趋势,而Ti的去除速率变化较小。这表明在较低pH条件下,—COOH基团的络合作用对Co的化学腐蚀影响有限,过多的—COOH基团可能由于络合物的过度稳定,反而抑制了化学腐蚀作用[19-20]。因此,在弱碱性的粗抛液中,应优先使用含有适量—NH2基团的络合剂,以提高Co的去除效率。
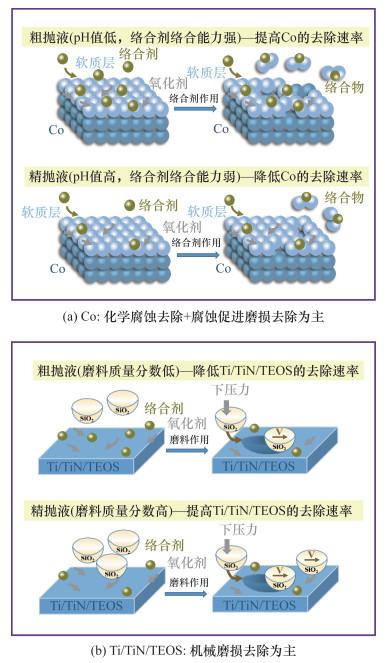
对于pH=10的精抛液,图 4e和4f的结果显示,适量的—COOH基团有助于提高Co的去除速率,而过多或过少的—COOH基团可能导致去除效率下降。特别是含有3个—COOH基团的络合剂在pH=10条件下表现出对Co最佳的保护效果[20]。对于Ti,由于其主要依赖机械磨损,即使在高pH条件下,化学腐蚀的作用依然较弱,因此精抛液的优化应主要通过调整磨料质量分数来增强对阻挡层Ti的机械磨损效果。基于图 4的实验数据,本文构建了相应官能团数据库,记录了不同络合剂中官能团的种类、数量以及它们在不同pH条件下对Co和Ti去除速率的影响,并提出抛光液组分的调控策略。通过这一数据库,可以更好地选择和优化抛光液组分,从而实现Co和Ti之间的选择性去除。这将大大提升CMP工艺的效率和效果,尤其在处理复杂结构和异质材料时,能够更精准地控制材料去除速率和表面质量。图 5展示了互连层Co、阻挡层Ti、氮化钛(TiN)以及介质层正硅酸乙酯(TEOS)的CMP去除机理及相应去除选择性的调控策略。Co互连层的去除是化学腐蚀和腐蚀促进磨损的协同作用,在粗抛液中pH值较低,此时络合剂的络合能力较强,能够与Co生成较多的可溶性络合物,显著提升了Co的去除速率;相反,在精抛液中络合剂的络合能力受到抑制,因此Co的去除速率相应减缓。而阻挡层和介质层的去除则以机械磨损为主,在此过程中,较高的磨料质量分数使抛光过程中施加的机械作用力增强,进而提高了去除速率。对于粗抛和精抛的调控思路可以从化学组分质量分数和磨料质量分数入手,如粗抛液中Co的去除速率需要远远高于Ti,配比中化学组分的质量分数应偏高,而磨料质量分数应偏低。
2.5 抛光液官能团数据库有效性验证
不同络合剂中的官能团类型和数量对化学腐蚀和机械磨损有显著影响。为验证前述络合剂官能团数据库的有效性,基于图 6的实验结果,可以进一步明确这些络合剂的作用机制。
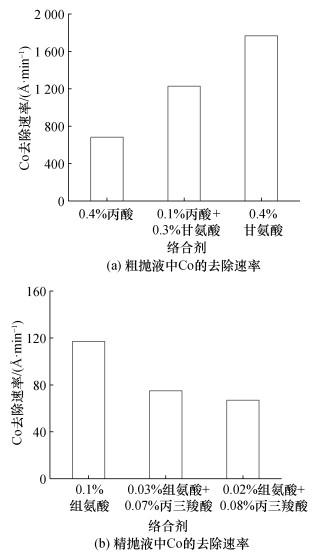
在粗抛液体系中,单独使用质量分数0.4%的丙酸抛光液时,Co的去除速率最低,仅为681 Å/min。一个丙酸分子中仅含有1个—COOH官能团,因其络合作用较弱,导致化学腐蚀效果较为有限。然而,当抛光液中使用质量分数0.3%的甘氨酸替代部分丙酸时(质量分数0.1%丙酸+质量分数0.3%甘氨酸),Co的去除速率显著提高至1 229 Å/min。这是因为一个甘氨酸分子中含有1个—NH2官能团和1个—COOH官能团,其中—NH2官能团能够通过更强的络合作用与Co配位,从而增强化学腐蚀,并通过生成较软的腐蚀层促进机械磨损去除。当甘氨酸完全替代丙酸(质量分数0.4%甘氨酸)时,Co的去除速率达到1 768 Å/min。这一现象表明,甘氨酸中的—NH2官能团在提高Co的化学去除效率中起到了关键作用,这与官能团数据库的预测结果一致。
在精抛液体系中,图 6b展示了组氨酸和丙三羧酸不同配比对Co去除速率的影响。一个组氨酸中含有1个—NH2官能团、1个—COOH官能团及1个杂环结构,能够通过络合作用增强对Co的化学腐蚀。当使用的精抛液含有质量分数0.1%的组氨酸时,Co的去除速率达到117 Å/min。然而,随着丙三羧酸的比例增加(质量分数0.03%组氨酸加质量分数0.07%丙三羧酸),去除速率显著下降至75 Å/min,这是由于一个丙三羧酸分子中含有3个—COOH官能团,这些基团可能与组氨酸中的—NH2基团在Co表面竞争性吸附,导致Co化学腐蚀作用受到抑制,从而降低Co的去除速率。当丙三羧酸的质量分数进一步增加至0.08%(质量分数0.02%组氨酸加质量分数0.08%丙三羧酸)时,Co的去除速率进一步降至67 Å/min。这一结果表明,在高pH环境下,过多的—COOH官能团可能会对化学腐蚀过程产生抑制作用,削弱对Co的去除效果。
综上所述,这些实验结果进一步验证了络合剂官能团数据库的有效性。通过合理调控络合剂中的官能团种类和浓度,尤其是平衡—NH2和—COOH基团的比例,可以有效控制Co的化学腐蚀和机械磨损速率,从而显著提高抛光过程中的材料去除效率。
2.6 异质表面图形晶圆CMP工艺优化
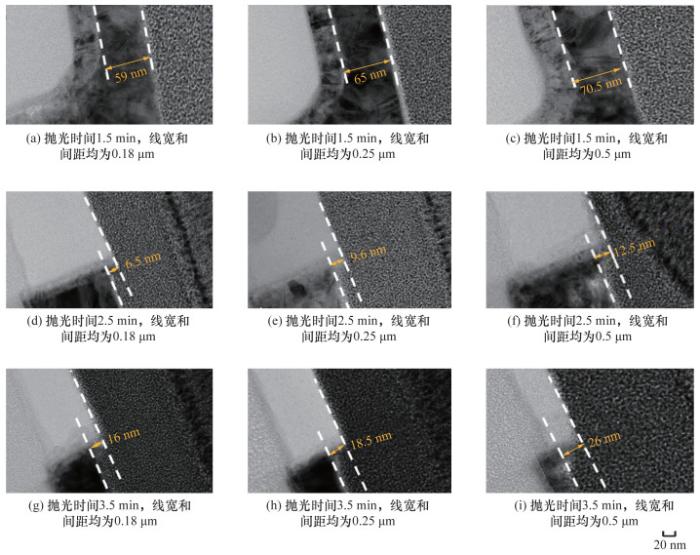
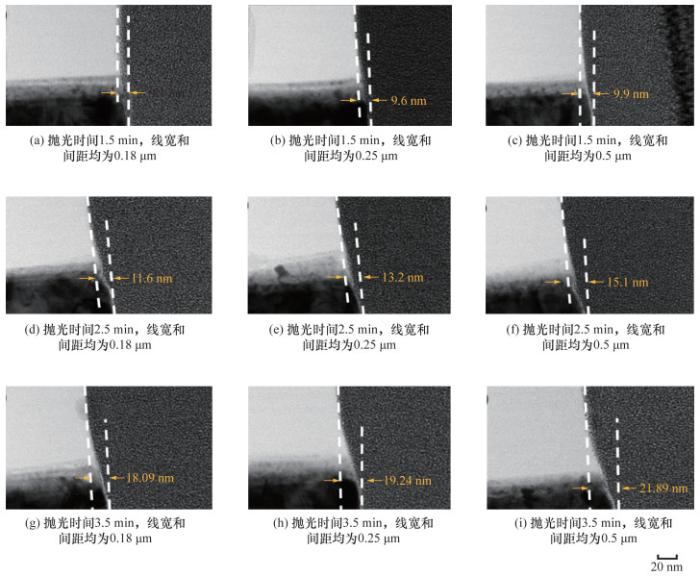
钴互连图形晶圆的异质材料包括Co、Ti、TiN和TEOS。在图形晶圆的粗抛阶段,目标是快速去除多余的Co,使其表面与阻挡层Ti及介质层TEOS保持在同一平面上。图 7展示了不同抛光时间和线宽和间距配置下,图形晶圆表面Co相对于TEOS的界面高度差的变化。在使用含有—NH2基团甘氨酸的粗抛液中,Co的去除速率显著提高,但随着抛光时间的延长,出现了明显的碟形坑现象,尤其是在3.5 min时,界面高度差显著增加(见图 7g、7h、7j)。这表明尽管化学腐蚀作用能够有效促进Co的去除,但过长的抛光时间会导致过度去除,破坏表面平坦性。因此,在粗抛阶段,使用含有—NH2基团的络合剂,并将抛光时间控制在1.5~2.5 min,以避免碟型坑的过度加深。同时适当减小磨料质量分数以降低对Ti的去除速率,可以进一步优化不同材料间的去除选择性,确保最终的表面质量。
3 结论
本文揭示了Co和Ti在CMP过程中的不同去除机制,明确了Co的去除主要依赖化学腐蚀及腐蚀促进的机械磨损,而Ti的去除则主要依赖机械磨损。此外,不同官能团的络合剂对去除行为有显著影响,其中—NH2和—COOH官能团在调控去除速率方面起到关键作用。通过系统分析官能团的种类和数量,提出了针对Co和Ti的去除速率调控策略。对于Co,含有—NH2基团的络合剂能够通过增强化学腐蚀作用显著提升去除速率;而对于Ti,通过增加磨料质量分数可以有效提升去除速率。基于实验结果,本文构建了官能团数据库,提出了优化抛光液设计的指导策略,具有重要的应用价值。此外,通过图形晶圆实验,进一步揭示了不同工艺参数对去除速率和表面平整度的影响,为实际生产中CMP工艺的优化提供了重要参考。

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}