

采用在线传感检测和实时反馈控制实现管段环形对接口的智能化焊接,可以有效提高其生产制造效率,保证焊接过程和焊缝成形质量的稳定性及焊接接头合格率,因此管道外焊过程智能化是管道焊接生产技术进一步发展的重要方向[3-4]。相比被动视觉传感器,基于透视投影原理的线结构光主动视觉传感器具有检测精度高、使用便捷高效及制造成本低等优势[5-6],在焊缝跟踪、焊接坡口参数检测、焊枪定位以及相对位姿检测[7-11]等领域已获得广泛应用。在焊接曲面工件时,焊枪的姿态角(包括前后倾角和左右摆角)应根据待焊处局部工件表面的绝对姿态进行合理调整。管道环形对接口的焊接从顶部到底部经历了平焊、立焊、仰焊的位置变化,在此过程中,焊枪的前后倾角应进行实时调控以满足不同位置的焊缝成形要求;坡地铺设时的管道存在一定的倾斜角,此时需要对管道的倾斜角进行检测,进而控制焊枪以满足焊缝成形要求的初始横向角并设置相应的左右摆宽进行焊接,以使不同位置的焊缝均可获得良好成形效果。
Guo等[12-13]通过自主设计的组合激光结构光视觉传感器实现了平面工件焊接坡口尺寸和焊枪位置偏差的检测;Zhu等[9]提出了一种基于平面拟合重建坡口面的方法,利用双线结构光视觉传感器实现了焊接坡口尺寸和焊枪相对位姿参数的高精度集成检测;Wang等[14]将激光定位、轨迹拟合和实时跟踪等进行集成,通过有效推理,得到了焊接点坐标,实现了焊枪准确位置控制下的实时跟踪焊接;Shao等[15]和Xue等[16]在将线结构光视觉传感器应用于曲面工件时,通过将曲面工件局部近似为平面,实现了焊枪与工件间相对姿态的计算。张天一等[17-18]提出了基于视觉传感与重力感应融合的多源传感器,实现了平面工件焊接坡口的空间绝对姿态检测和焊枪位姿控制,为曲面工件焊接坡口的空间位姿检测及焊枪位姿控制奠定了基础。
本文提出了基于多源传感的管道空间全位置焊枪位姿检测与控制算法。基于设计的组合激光结构光视觉传感与双轴倾角传感的多源传感器,提出了应用于管道空间全位置焊接的焊枪位姿检测和控制算法,构建了基于多源传感的管道智能化焊接系统,在实现管道不同空间姿态下管段环形对接口任意位置处的焊接坡口尺寸、焊枪相对位姿及局部工件表面绝对姿态检测的基础上,完成了焊接过程中满足焊接工艺要求的焊枪位姿调控,为空间姿态工件焊接接头的焊缝高质量成形提供了焊枪位姿调控的新途径。
1 基于多源传感的管道智能焊接系统
基于多源传感的管道智能焊接系统主要由管道焊接机器人、多源传感器、运动控制系统、工控机、焊接电源等组成。焊接过程中,通过多源传感器的在线检测及工控机的实时计算求解,发送控制指令至运动控制系统,驱动管道焊接机器人的末端执行器即焊枪进行实时调整,实现准确的焊接工艺过程和良好的焊缝成形控制。
1.1 管道焊接机器人
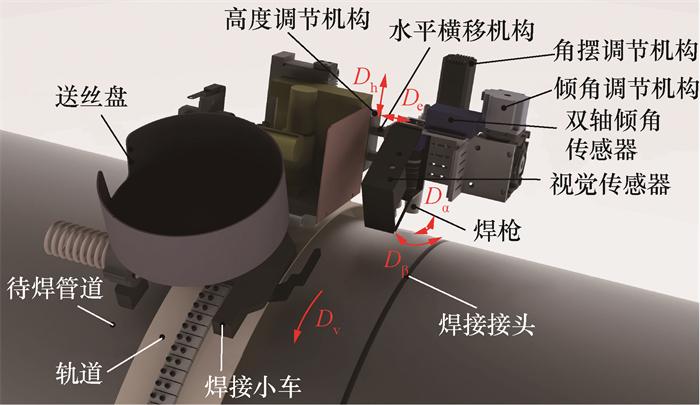
图 1中,管道焊接机器人运行在刚性轨道上,具有5个运动自由度,分别为行走自由度Dv、水平横移自由度De、高度调节自由度Dh、倾角自由度Dα和角摆自由度Dβ。通过在线调整该5自由度的位姿,可以调控焊枪在管道全位置焊接过程中的位姿,保证焊接工艺过程稳定性,获得良好焊缝成形效果。多源传感器安装在焊接执行结构末端,用于在线检测。
1.2 基于视觉传感与倾角传感融合的多源传感器
多源传感器由双轴倾角传感器和基于组合激光结构光的视觉传感器2部分固连而成,如图 2所示。
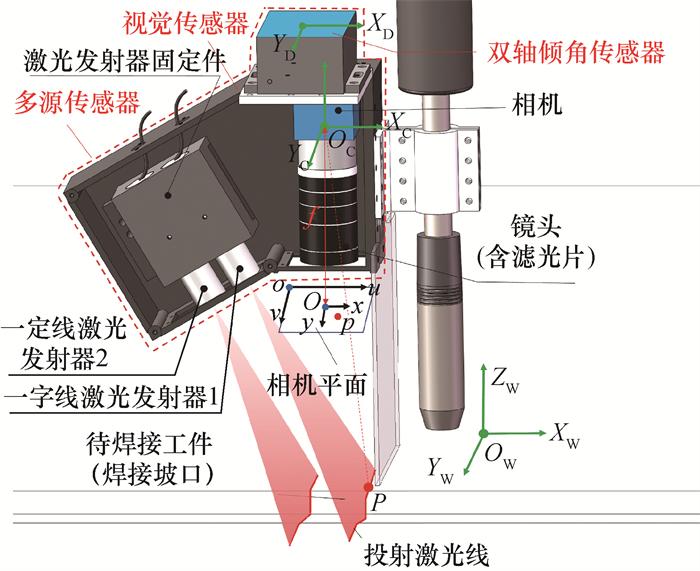
视觉传感器主要由单目相机(含镜头和窄带滤光片)和2个一字线激光发射器组成,采用测量误差和结构尺寸较小的斜射—直接收模式[19]。结构设计时,设定2个一字线激光发射器的中轴线平行且与相机的光轴共面,此平面垂直于相机靶面的宽度方向,与相机光轴间的夹角设计值为30 °。
安装时,将视觉传感器置于焊枪前进即焊接方向侧,并使焊枪中轴线、相机光轴及2个一字线激光发射器的中轴线共面。双轴倾角传感器底面垂直于相机光轴安装,其宽度方向(沿XD轴方向)平行于相机靶面宽度方向。多源传感器主要部件参数如表 1所示。
表 1 多源传感器主要部件参数 |
| 部件 | 参数 | 数据 |
| 工业 CMOS 相机 | 型号 分辨率 曝光方式与频率 靶面尺寸 像元尺寸 | MER2-503-23GM 2 448×2 048像素 帧曝光,23.5帧/s 2/3″ 3.45 μm×3.45 μm |
| 一字线激光 发射器 | 激光发射器型号 波长 | EL650-200G18LP 650 nm |
| 镜头 | 镜头型号 焦距 视角(d×h×w) 工作距离 | M1228-MPW3 12 mm 49.3 °×40.3°×30.8° ≥100 mm |
| 窄带 滤光片 | 滤光波长 | 650±5 nm |
| 双轴倾角 传感器 | 传感器型号 量程 分辨率 精度 | 慧联SIS926 XD轴±90°,YD轴±180° 0.01° 0.1° |
工作时,视觉传感器的2个一字线激光发射器向被测物(工件及焊接坡口)表面发射2个平行且具有一定厚度的光平面,在被测物表面形成2条被焊接坡口调制的激光线(见图 2)。相机拍摄获得被调制激光线的二维图像后,对单幅图像进行处理,获得调制激光线上点的二维坐标,根据标定出的视觉传感器内参及基于透视投影原理的数学检测模型,可确定被测物表面的调制激光线上任意点在相机坐标系下的三维坐标,进而可求取焊接坡口尺寸参数、焊枪相对位姿参数等,为焊枪相对位置调整提供依据。同时结合双轴倾角传感器读数,可获取视觉传感器的绝对姿态,进而可求得被测物表面的绝对姿态,为符合焊接工艺要求的焊枪姿态调整提供依据。
2 多源传感检测算法及焊枪位姿调控
2.1 基于多源传感的参数检测
2.1.1 视觉传感检测模型
根据透视投影模型,可建立图 2中的4个直角坐标系:O-xy为二维图像坐标系,o-uv为二维像素坐标系,OC-XCYCZC为三维相机坐标系,OW-XWYWZW为三维世界坐标系。
在上述直角坐标系中,被测物表面上的采样点P、对应图像平面中像点p及相机的光心OC满足几何共线约束,且点P亦为激光发射器投射出的结构光平面上的点,故具有完备约束的视觉传感器的数学检测模型可表示为式(1),该模型可实现由点p的二维坐标(u, v)到其对应点P的三维坐标(XC, YC, ZC)的转换。
其中:(u0, v0)为图像坐标系原点O在像素坐标系中的位置;fx=f/dx和fy=f/dy分别称为x和y轴上的归一化焦距,其中f为相机的焦距,dx、dy分别为单位像素沿x、y方向的尺寸大小且单位为mm/pixel;u0、v0、fx和fy称为相机内参;Ai、Bi、Ci和Di为激光器i发射的光平面在相机坐标系下的平面方程参数,与相机内参合称为视觉传感器内参。
2.1.2 基于平面拟合的焊接坡口尺寸及焊枪相对位姿参数计算
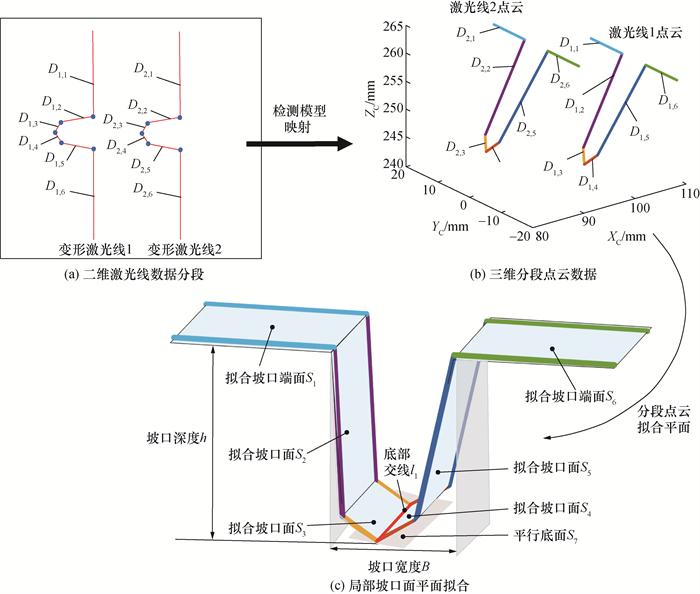
对视觉传感采集到的单幅变形激光线图像进行处理后可获得激光线拟合直线方程,首先根据求得的激光线图像弯折特征点对二维激光线数据进行分段,随后根据式(1)的检测模型将分段数据映射为分段三维点云。通过对2条激光线的对应分段三维数据进行平面拟合,可以重建获得局部坡口面及其平面方程,该过程如图 3所示。根据求得的坡口面平面方程,可求出坡口宽度、深度及坡口面角度等坡口尺寸参数[9]。通过计算可得,在应用于外径为559 mm以上管道时,局部坡口面采用拟合平面代替曲面求解管道坡口尺寸的误差不超过10-3 mm量级,与焊接过程中焊缝成形控制所需的检测及控制精度(10-1 mm量级)相比可以忽略,故该方法可直接应用而无需误差补偿。
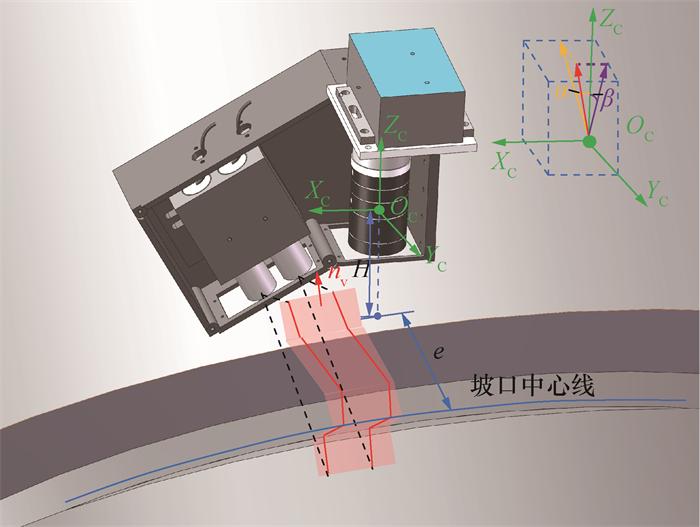
视觉传感器相对工件的位姿参数包括横向偏差e(相机光轴沿YC轴方向相对坡口中心线的偏离量)、相对高度H(相机焦点沿光轴到至坡口表面的距离)、相对倾角α(相机光轴与坡口表面法向量nv之间沿焊接方向的夹角)和相对摆角β(相机光轴与坡口表面法向量nv之间垂直于焊接方向的夹角),如图 4所示。
1) 横向偏差e。
过坡口底部交线l1(方向向量为n1)且与坡口端面平行的底面S7平面方程为
其中Ap7、Bp7、Cp7和Dp7为S7平面方程的系数。
其中 MQ表示M和Q两点之间的连线向量。M为底部交线l1上任一点,坐标为(XCM,YCM,ZCM);Q为相机光轴与底面S7的交点,坐标为(0,0,-Dp7/Cp7)。
2) 相对高度H。
其中$C_{\mathrm{p} j}$ 和$D_{\mathrm{p} j}(j=1, 6)$ 分别为拟合坡口端面$S_{j}$ 平面方程中的系数。
3) 相对倾角α。
在相机坐标系中,拟合工件端面的法向量$\boldsymbol{n}_{\mathrm{v}}$ 记作$(X_{\mathrm{v}} \quad Y_{\mathrm{v}} \quad Z_{\mathrm{v}})$ ,则有
当α值为正或负时分别表示工件相对视觉传感器前倾或后倾。
4) 相对摆角β。
根据拟合工件端面的法向量$\boldsymbol{n}_{\mathrm{v}}$ ,同样可求得
当β值为正或负时分别表示工件相对视觉传感器左摆或右摆。
2.1.3 工件局部绝对姿态检测
通过双轴倾角传感器可以得到视觉传感器的绝对姿态角θ(视觉传感器相对世界坐标系YW轴的旋转角)和ω(视觉传感器相对世界坐标系XW轴的横摆角)。根据工件相对视觉传感器的姿态以及视觉传感器的绝对姿态,结合坐标变换式(7),可以求得nv在世界坐标系中的表达nW:
其中:符号$\mathrm{C} \omega$ 表示$\cos \omega, \mathrm{S} \omega$ 表示$\sin \omega$ ,其他符号含义类似。
于是,便可求得拟合工件端面在世界坐标系中的姿态角$\alpha_{\mathrm{W}}$ (工件端面相对世界坐标系的旋转角)和$\beta_{\mathrm{W}}$ (工件端面相对世界坐标系的横摆角),如式(9)与(10)所示,即获得了局部拟合工件表面的绝对空间姿态。
在图 1的安装设置下,$\alpha_{\mathrm{w}}$ 值的取值范围为(0,$\left.180^{\circ}\right), \beta_{\mathrm{w}}$ 的取值范围为$\left(-90^{\circ}, 90^{\circ}\right)$ 。
至此,视觉传感器相对工件的位姿参数e、H、α和β,以及工件的局部表面绝对姿态参数αW和βW皆已求出,据此便可进行符合焊接工艺要求的焊枪位姿调控,以实现良好的焊缝成形控制。
2.2 管道空间全位置焊接时的焊枪位姿调控
管道环形对接口的全位置焊接一般采用双向下向焊的方式,即从管道顶部的0°位置开始焊接,顺时针或逆时针运动至底部180°位置,如图 5a所示,该过程经历了从平焊→立焊→仰焊的全位置焊接状态变化,因而焊枪的前后倾角也应进行合理调整。
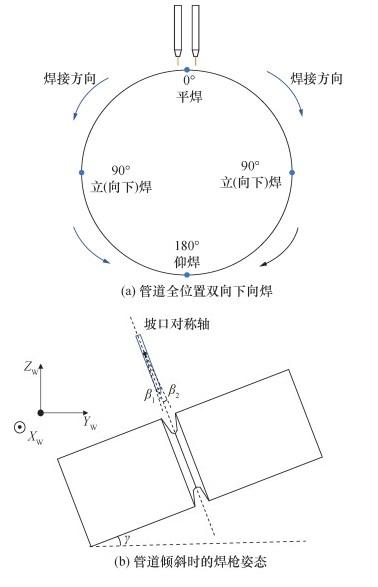
同时,油气管道铺设现场可能存在一定坡度,使得管道在焊接时存在倾斜角γ。在进行焊接前,首先需要根据管道倾斜角找到加工坡口的对称轴并控制焊枪进行调整对中,再结合γ与坡口宽度设置不同的焊枪摆角β1、β2,如图 5b所示。
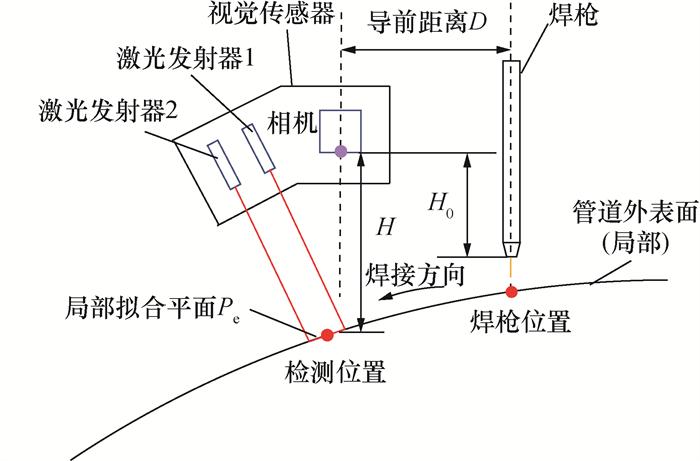
其中:$H_{\mathrm{t}}$ 为焊枪相对工件表面高度,$H_{0}$ 为焊枪相对传感器安装高度;$H_{\mathrm{s}}$ 为设定的焊接时的焊枪高度。
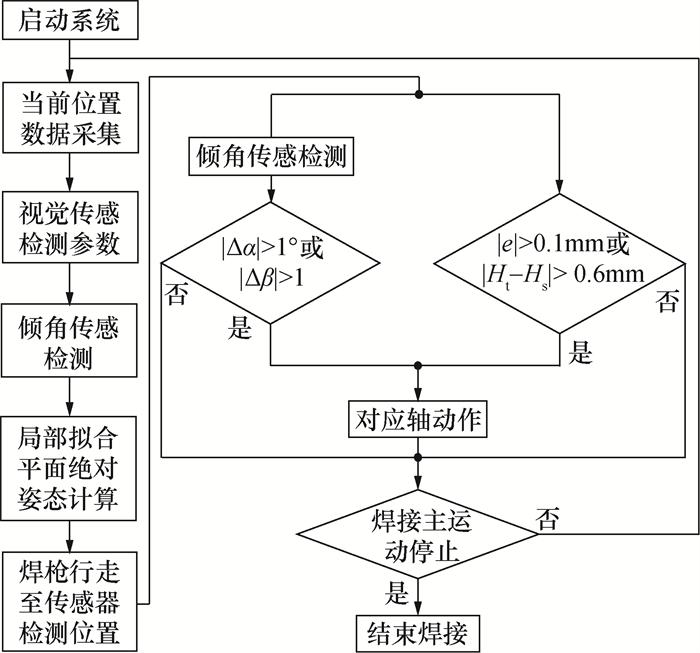
其中:αt和βt为焊枪达到检测位置处双轴倾角传感器的读数,αset和βset为设置的焊枪在局部拟合平面Pe(αW, βW)处满足焊接工艺要求的相对倾(摆)角,Δα和Δβ分别为计算的焊枪动作倾角和摆角。
3 管道空间全位置检测及焊接试验
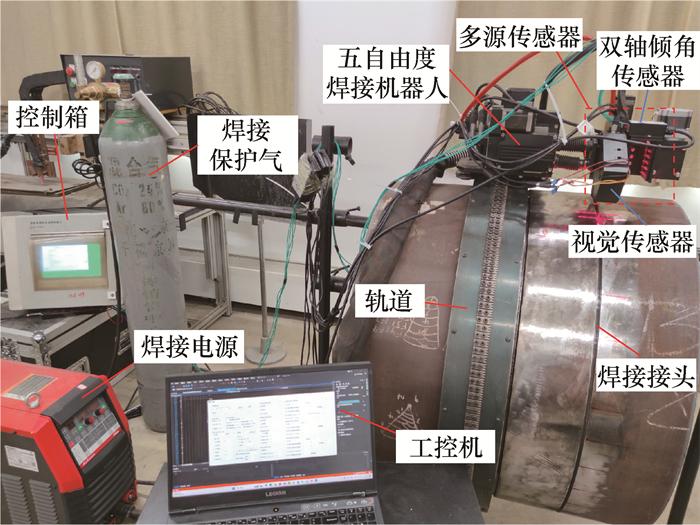
表 3 管道不同位姿下参数检测及焊枪反馈控制试验 |
| 位置 序号 | γ/(°) | βW/(°) | αW/(°) | αset/(°) | αt/(°) | Δα控制误差值 Δαe/(°) | ||
| 测量值 | 检测值 | 误差值 | ||||||
| 1 | 0 | 0.51 | 0.36 | -0.15 | 18.51 | 5 | 23.67 | 0.16 |
| 5 | 5.32 | 5.11 | -0.21 | 18.76 | 5 | 23.93 | 0.17 | |
| 10 | 9.75 | 9.89 | 0.14 | 18.93 | 5 | 24.28 | 0.35 | |
| 2 | 0 | 0.72 | 0.55 | -0.17 | 45.62 | 15 | 61.30 | 0.68 |
| 5 | 5.67 | 5.48 | -0.19 | 46.04 | 15 | 61.51 | 0.47 | |
| 10 | 9.93 | 10.25 | 0.32 | 46.51 | 15 | 61.94 | 0.43 | |
| 3 | 0 | 0.95 | 1.43 | 0.48 | 89.27 | 30 | 119.86 | 0.59 |
| 5 | 5.94 | 5.74 | -0.20 | 89.43 | 30 | 120.14 | 0.71 | |
| 10 | 10.36 | 10.89 | 0.53 | 89.71 | 30 | 120.50 | 0.79 | |
| 4 | 0 | 0.82 | 0.95 | 0.13 | 119.21 | 10 | 129.71 | 0.50 |
| 5 | 5.77 | 6.10 | 0.33 | 119.44 | 10 | 130.08 | 0.64 | |
| 10 | 10.16 | 10.71 | 0.22 | 119.83 | 10 | 130.56 | 0.73 | |
| 5 | 0 | 0.68 | 0.36 | -0.32 | 139.38 | 5 | 145.10 | 0.73 |
| 5 | 5.49 | 5.86 | 0.37 | 139.72 | 5 | 145.34 | 0.62 | |
| 10 | 9.81 | 10.24 | 0.43 | 140.20 | 5 | 145.87 | 0.67 | |
同时,由于管道焊接装备中的轨道安装无法保证与坡口走向平行,坡口加工、管段组对存在制造偏差,管段存在一定椭圆度偏差等,在管道焊接时需要实时检测焊枪距坡口或焊道的中心偏差和高度偏差,以进行焊接过程中焊枪位置的实时调整。
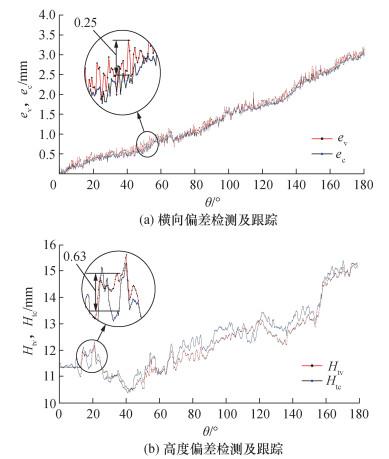
图 9的数据表明,本文可以控制焊枪在管道全位置焊接过程中进行有效的位置跟踪,对于管道对接坡口通常所需横向跟踪精度0.6 mm以及高度跟踪精度1 mm来说,可以满足焊缝成形过程中对焊枪位置的调控要求。
图 10为本文所提出算法应用于管道智能焊接系统实现的管道全位置焊接的不同位置焊缝成形效果图。
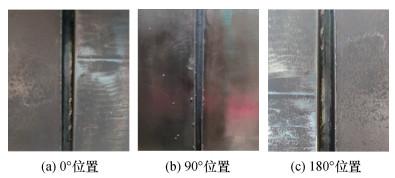
焊接试验结果表明,本文通过实时智能化调控管道空间全位置焊接过程中的焊枪位姿,使得焊接过程满足焊接工艺参数要求,且焊缝成形位置准确、效果良好,为管道智能化焊接生产的推广应用提供了有力的技术支撑。
4 结论
本文提出了基于多源传感的管道空间全位置焊枪位姿检测与控制算法。基于设计的组合激光结构光视觉传感与双轴倾角传感的多源传感器,提出了应用于管道空间全位置焊接的焊枪位姿参数(e、H、α和β)检测和控制算法。实现了管道不同空间姿态下管段环形对接口任意位置处的焊接坡口尺寸、焊枪相对位姿及局部工件表面空间姿态(αw和βw)的集成检测,通过构建的基于多源传感的5自由度管道空间全位置智能焊接系统,完成了管道的任意空间位姿处符合焊接工艺要求的焊枪智能化调控。进行了管道空间全位置焊接过程中的焊枪位姿检测及控制试验,验证了该算法的准确性和所构建系统的有效性。与基于结构光视觉传感的焊缝检测跟踪方法相比,本文算法不仅可实现焊枪位置偏差的检测,还可实现任意未知空间姿态的非结构化曲面的焊接接头待焊点位置处的姿态检测,进而为实现满足焊接工艺要求、保证良好焊缝成形的焊枪位姿调控提供支撑。

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}