

物理机理模型通过解析磨粒切削动力学描述工艺过程[8], 研究工艺参数对表面粗糙度的影响并构建经验模型, 结合正交实验法[9]等统计学方法优化经验系数。张辉等[10]通过正交试验研究工艺参数对碳纤维复合材料粗糙度的影响机理, 采用多元回归建立参数关联模型, 虽通过显著性分析验证了关键参数影响权重, 但模型对复杂工艺条件的适应性不足。Wang等[11]基于Hertz接触理论建立预测模型, 但其经验系数需依赖单变量实验标定, 导致建模误差累积, 限制了模型的通用性和精确性。这类物理机理模型具有良好的物理可解释性, 但预测性能受限于模型的简化假设, 缺乏灵活性, 难以准确表征打磨工艺中表面粗糙度的非线性变化规律。
本文针对飞机涂装打磨领域, 构建了基于PINN的打磨表面粗糙度预测模型, 结合物理正则化机制, 通过动态权重调节机制平衡数据拟合与机理约束的优化方向。基于机器人打磨实验数据, 对比分析PINN、物理机理模型和数据驱动模型的预测性能, 验证了PINN在预测精度、泛化能力、稳健性及工程适用性方面的优势。PINN能够在保持物理一致性的同时, 显著提高模型预测精度, 有助于提升机器人打磨工艺质量。
1 飞机涂装机器人打磨系统
1.1 机器人打磨系统
本文研究对象为某型民机专用机器人打磨系统。该系统利用机械臂夹持末端执行单元, 对固定工件的底漆表面进行打磨, 旨在实现符合工艺要求的表面粗糙度, 从而保证面漆层的附着力和涂装质量。
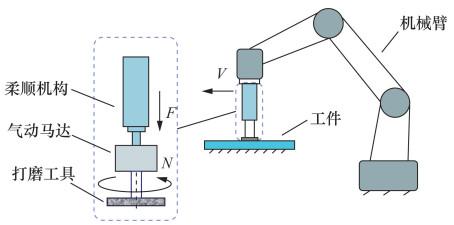
机器人打磨系统的整体结构如图 1所示。打磨过程中, 末端执行单元沿垂直于工件表面的方向进行进给, 以保证加工路径准确。末端执行单元由柔顺机构、气动马达和打磨工具3部分组成, 具备法向恒力控制和轴向旋转磨削的双重功能, 能够满足表面不同区域的加工需求。柔顺机构通过气动系统实现浮动恒力控制功能, 调节打磨过程中施加在工件表面的正压力; 气动马达利用压缩空气驱动打磨工具高效旋转, 对表面涂层进行打磨。
1.2 粗糙度预测任务
在机器人打磨系统中, 工件表面形貌演化服从动态磨削方程:
其中: Ra为打磨表面粗糙度, Ra0为初始粗糙度, V、F和N分别表示进给速度、法向压力和工具转速, ξ表示未建模动态扰动项。
这些工艺参数间存在较明显的耦合作用, 如F增加将导致电机负载增大, 进而引起N下降, 这种时变耦合关系超出传统回归模型的表征能力。此外, 传统基于物理机理的建模方式往往忽视ξ, 或将其以定常经验系数描述, 在精度和适用性上存在明显不足。而数据驱动模型高度依赖于充足且高质量的样本数据, 数据不足或数据质量较差则容易出现过拟合问题, 影响模型的可靠性和泛化能力。
本文将基于PINN方法融合工艺机理与实验数据, 构建打磨表面粗糙度预测模型。PINN是一种将物理机理与数据驱动方法相结合的新型神经网络框架。PINN将方程约束等物理知识嵌入神经网络的损失函数中, 同时优化物理约束与实验数据的预测误差项, 从而保证模型训练过程满足物理规律的约束, 并具备数据驱动的学习能力。
2 模型与计算方法
2.1 PINN神经网络架构
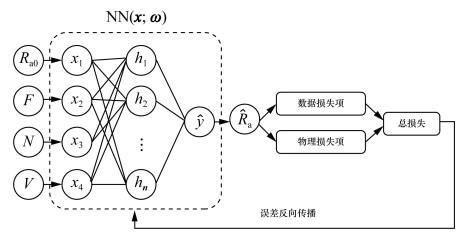
本文的PINN基于多层感知机(multi-layer perceptron, MLP)架构[20], 具有3层网络结构, 包括输入层、隐藏层和输出层。MLP的每个节点与前一层和后一层的所有节点相连接, 并通过非线性激活函数来引入非线性表达特性, 从而适应复杂的多参数耦合关系。
Ra0、V、F和N共4个工艺参数经预处理后分别被映射为输入变量x1、x2、x3和x4, 构成向量 x。模型的输出层为预测值$\hat{y}$, 经解码后得到表面粗糙度的预测值$\hat{R}_{\mathrm{a}}$。经任务复杂度分析, 本文采用1层隐藏层的网络结构。
隐藏层节点的数量对PINN的预测性能具有显著影响。节点过少将导致模型表达能力不足, 难以准确描述非线性关系; 而节点过多则可能导致模型复杂度显著增加, 且在数据样本不足的情况下容易产生过拟合问题。隐藏层节点数量的选择通常基于以下经验公式估算[21]:
其中: n表示隐藏层节点个数, p和q分别表示输入层和输出层节点个数, a为与$\sqrt{p+q}$保持相同数量级的经验常数。根据任务特点, 选择n=5。同时, 为提升模型的拟合性能和训练速度, 隐藏层节点采用修正线性单元(rectified linear unit, ReLU)激活函数。
通过梯度下降算法, 结合误差反向传播机制, 对PINN网络参数(包括权重和偏置)进行迭代优化。损失函数设计是PINN的核心, 由数据拟合误差和物理引导误差2部分组成:
1) 数据拟合误差: 捕捉模型输入与输出之间的非线性关系, 保证模型对训练数据的拟合性能, 提高模型预测精度。
2) 物理引导误差: 将物理约束嵌入到损失函数中, 为网络优化提供额外的训练引导, 能够显著减少对大规模实验数据的依赖, 同时提升模型的收敛速度和预测鲁棒性。
通过上述2部分误差的联合优化, PINN不仅能够准确预测表面粗糙度, 还具备一定的物理可解释性。基于PINN构建的打磨表面粗糙度预测模型可表示为
其中: ω为神经网络的权重和偏置参数向量, NN表示神经网络的非线性映射函数。
2.2 物理引导机制
引入合理且高效的物理引导机制是设计PINN架构的关键核心任务。物理引导机制不仅为模型训练提供了物理约束, 还能够提升模型的可靠性和收敛性能。
由于表面粗糙度工艺机理复杂, 传统方法通常采用“定性分析—经验推导—实验验证”的流程建立模型。学者提出, 表面粗糙度预测模型可通过幂函数模型(power law model, PLM)表示如下[22]:
其中: C、α、β和γ为待拟合的PLM参数。这种基于物理机制的模型具有较好的可解释性, 但非线性处理能力有限, 无法完全捕捉大量输入输出数据之间的隐含关系, 导致模型预测精度较低[23]。
本文在PINN中将表面粗糙度物理机理嵌入神经网络的训练过程。通过将物理模型引导项融入损失函数设计, 结合实验数据驱动的学习能力, 模型能够在充分利用物理机理模型可解释性优势的同时, 有效增强对表面粗糙度预测的非线性拟合能力。
2.3 数据预处理与数据集划分
经过打磨工艺实验, 共采集得到100条样本数据(Ra0, F, N, V, Ra) 用于模型训练与评估。在开始训练前, 需要完成数据预处理与数据集划分。
工艺参数F、N、V与Ra之间存在数量级差异, 直接输入模型可能导致训练过程中的梯度分布不均匀, 影响优化效率。根据打磨表面粗糙度的常用经验公式可知, F、N、V对Ra的影响具有幂函数特性。因此, 在数据预处理中, 首先对样本数据取对数, 将其映射到更易于建模的线性特性空间中, 提高模型训练效率, 即
其中$\widetilde{x}_{i}$ 和$\tilde{y}$表示经对数变换处理后的中间变量。
为进一步消除变量间的数量级差异, 增强训练的稳定性与效率, 对$\tilde{x}_{i}$ 和$\tilde{y}$进行归一化处理, 即
其中: $\widetilde{x}_{i, \min }$ 和$\widetilde{x}_{i, \max }$分别为$\widetilde{x}_{i}$的最小值和最大值, $\tilde{y}_{\text {min }}$ 和$\tilde{y}_{\text {max }}$ 分别为$\tilde{y}$ 的最小值和最大值。经归一化后, 模型的输入变量xi和拟合目标y的取值范围均为[0, 1]。
通过预处理步骤, 消除了不同变量间的数量级差异, 增强了模型对输入变量和拟合目标的敏感性, 同时提升了训练过程的数值稳定性与收敛速度。
在完成数据预处理后, 为全面评估模型的预测性能及其对新数据的泛化能力, 本文将数据集按照8∶2的比例划分为训练集和测试集。为保证数据划分的公平性, 在划分前对数据进行了随机打乱, 消除样本顺序对模型训练和评估结果的影响, 并设置了固定的随机种子, 以保证结果的可重复性。
2.4 PINN训练过程
在完成PINN的神经网络架构设计、物理引导模型构建及实验数据预处理后, 可开始PINN训练阶段, PINN的训练流程图如图 3所示。
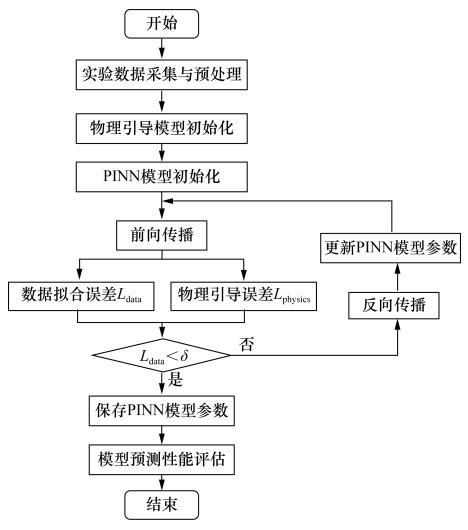
在PINN框架中, 物理引导模型被嵌入到神经网络的训练过程中, 以提供物理约束。为充分利用物理模型的机理信息, 首先需要对式(4)的物理引导模型进行初始化, 从而使物理模型能够较好地描述表面粗糙度的变化规律, 为神经网络训练提供初始的物理约束。物理引导模型初始化的目标是通过最小化物理引导模型的预测值与实验数据之间的误差, 确定物理引导模型系数C、α、β和γ。优化问题可定义为
其中, (Ra0, i, Fi, Ni, Vi, Ra, i)为实验测量得到的第i组样本数据, m为样本数量。通过优化得到符合实验数据分布的物理引导模型, 为PINN训练提供有效的物理引导。
在PINN初始化后, 首先通过前向传播得到输出预测值ypred, 根据ypred分别计算Ldata和Lphysics。Ldata是神经网络的预测误差, 决定了模型拟合性能; Lphysics是物理模型的拟合误差, 决定了物理机理约束。训练过程的损失函数定义为
其中: Ltotal是训练过程的总损失; λ为权重系数, 用于平衡损失函数中数据驱动项和物理约束项的贡献。当Ltotal下降至设定误差阈值δ后, 可终止训练过程并保存模型参数。
λ是PINN训练过程中的重要参数, 代表了模型的对实验数据和物理机理的学习倾向。在不同训练阶段, 动态调整λ能有效引导模型更好地结合物理约束与数据驱动能力。
在训练前期, 设置较小的λ, 使模型主要学习物理机理规律, 抑制实验数据中的噪声干扰, 增强对物理约束的遵从性; 而在训练后期, 随着模型对物理机理的基本掌握, 逐渐增大λ, 引导模型关注数据驱动特性, 学习物理模型无法表征的复杂非线性关系, 提升预测精度。具体定义如下:
其中: k表示当前迭代次数, K表示总训练次数。通过这种动态调整策略, 模型能够兼顾对物理机理的理解与数据拟合的精度, 从而显著提升PINN的训练效率和预测能力。
3 实验数据获取
本文搭建了一套机器人打磨系统, 用于获取工件状态、工艺参数和打磨后表面粗糙度的实验数据, 为PINN的优化和评估提供支持。
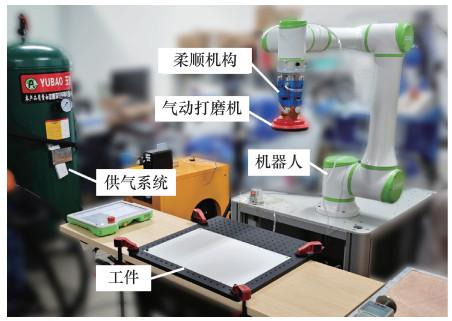
涂装表面机器人打磨系统如图 4所示。该系统由六轴机械臂、气动柔顺装置、气动打磨机、供气系统和工件组成, 具备工件表面的切向跟踪、法向恒力控制以及自动化打磨作业等功能。通过协同控制机械臂运动和打磨工具, 实现航修标准要求的打磨作业。
实验工件尺寸为300 mm×400 mm×1 mm, 材质选用铝合金基材, 表面喷涂金属底漆, 以模拟飞机蒙皮涂层体系, 该涂层体系因其轻量化和耐腐蚀特性在航空领域被广泛应用。打磨工具采用3M公司的P320型植绒砂纸, 该粒度等级在航修作业中能够有效去除表面涂层, 同时控制基材的损伤深度, 是飞机表面涂装打磨中的常用型号。工艺参数的选取参考了飞机打磨过程的作业要求[24], 确保打磨工具能够与工件表面充分接触, 同时避免过度打磨。
实验参数设置如表 1所示, 针对F、N和V分别设置了最小值和最大值, 并分别按10、5和6组水平均匀划分。通过全水平实验设计, 共生成300组实验方案, 从中随机选取100组作为正式实验方案, 以保证PINN对复杂数据的适应性。
表 1 实验参数设置 |
| 参数 | F/N | N/(r·min-1) | V/(mm·s-1) |
| 最小值 | 20 | 9 000 | 5 |
| 最大值 | 50 | 12 000 | 25 |
| 水平数 | 10 | 5 | 6 |
实验流程分为以下步骤:
1) 选定一组实验参数组合, 利用粗糙度仪测量并记录打磨前工件Ra0;
2) 机械臂按照Zig-Zag模式在工件表面执行打磨轨迹, 打磨路径覆盖工件表面所有区域。
3) 完成一次打磨作业后, 在表面上取10个测点, 使用粗糙度仪测量打磨后的Ra, 并取其平均值作为最终测量结果, 以减少测量误差的影响。
按照上述实验流程, 本研究共采集了100组实验样本数据(Ra0, F, N, V, Ra), 用于PINN训练与评估。
4 模型验证与分析
根据获取的实验数据, 对PINN进行训练, 验证模型的有效性, 并将其与物理机理模型和数据驱动模型进行对比分析。物理机理模型采用2.2节的PLM; 数据驱动模型采用MLP模型, 即去除了物理引导机制的PINN。通过对比训练效果和预测性能, 评估PINN的优势。
4.1 模型评估指标
为全面评估模型性能, 本文在训练集上分别对3个模型进行训练, 并在独立的测试集上进行预测, 综合评估其训练性能和模型预测精度。具体而言, 训练性能通过损失曲线进行评估, 主要考察模型的收敛性和稳定性; 预测性能则采用均方误差(MSE)、平均绝对百分比误差(MAPE)和决定系数R2作为评估指标。
其中: m为样本数量, yi为第i个样本的真实值, $\hat{y}_{i}$为第i个样本的预测值, ${\bar y}$为所有样本真实值的均值。
4.2 模型训练性能评估
本文采用Adam优化器, 在训练集上分别对PLM、MLP和PINN进行训练。图 5中, 3种模型的损失曲线在训练过程中均逐渐收敛, 并在100次迭代后趋于稳态。模型初始时的损失值不同, 主要是由于随机初始化机制。在训练前期, PLM的收敛速度最快, 其次是PINN, MLP的收敛速度最慢。在训练后期, 3种模型均已基本收敛, 但PINN的损失值最低, PLM的损失值最高。
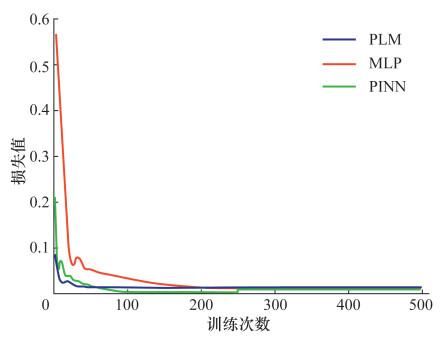
这种收敛速度与预测精度的差异主要由模型的可学习参数数量引起。PLM因参数较少, 能够快速收敛(约50次迭代后基本稳定), 但其参数量不足以表征复杂的粗糙度工艺, 导致拟合精度较低。MLP由于参数较多, 能够捕捉复杂的非线性关系, 因此拟合精度高于PLM, 但在训练初期收敛速度较慢。PINN结合了PLM和MLP的优势, 初期更多依赖物理规律进行学习, 对数据噪声的抑制能力较强, 其收敛速度快于MLP; 后期基于已学习到的物理规律, 通过引入数据驱动的损失函数, 进一步关注PLM难以表征的复杂关系, 从而显著提高了预测精度。
值得注意的是, PINN在中期训练阶段通过动态切换损失函数, 实现了从物理规律学习到数据特性学习的平滑过渡。这种机制在保持物理规律约束的基础上, 能够充分关注打磨工艺中的复杂特性, 有效平衡了模型的训练效率和预测精度。
4.3 模型预测性能评估
表 2 训练集上模型预测性能对比 |
| 模型 | MSE/μm2 | MAPE/% | R2 |
| PLM | 1.94×10-4 | 3.094 | 0.745 |
| MLP | 1.46×10-4 | 2.634 | 0.809 |
| PINN | 1.58×10-4 | 2.741 | 0.793 |
表 3 测试集上模型预测性能对比 |
| 模型 | MSE/μm2 | MAPE/% | R2 |
| PLM | 2.07×10-4 | 3.290 | 0.714 |
| MLP | 2.79×10-4 | 3.588 | 0.614 |
| PINN | 1.91×10-4 | 3.263 | 0.736 |
由表 2分析在训练集上的模型拟合能力, MLP表现最优, 相比PLM, MSE降低24.7%, MAPE降低14.9%, R2提升8.6%; PINN次之, 尽管略逊于MLP, 但相比PLM仍有显著改进, MSE降低18.6%, MAPE降低11.4%, R2提高6.4%。这一结果表明:
1) 物理机理模型的局限性: PLM受限于简化假设限制, 对表面粗糙度复杂特性的拟合能力有限。
2) 数据驱动模型的优势: MLP通过非线性映射充分挖掘数据特征, 能够实现更高精度的拟合效果。
3) 物理约束和数据驱动的平衡: PINN在保持物理规律约束的同时, 仍具备与纯数据驱动模型接近的拟合能力。
由表 3分析模型泛化性能, 测试集上的模型性能出现显著分化。相比在训练集上, MLP出现性能衰退, MSE增加91.1%, R2从0.809降低至0.614, 表明其泛化能力较差, 易受到数据噪声影响, 存在明显的过拟合现象。PINN在测试集上具有最优性能, MSE和MAPE最低, R2最高, 比在训练集上性能仅有轻微下降, 展现出优秀的泛化能力。PLM的MSE仅比在训练集上增加6.7%, 说明其受物理机理约束的稳健性较强, 但由于模型简化假设限制, 预测精度依然有限。
图 6显示了不同模型在训练集和测试集上的性能指标对比结果, 分析可得:
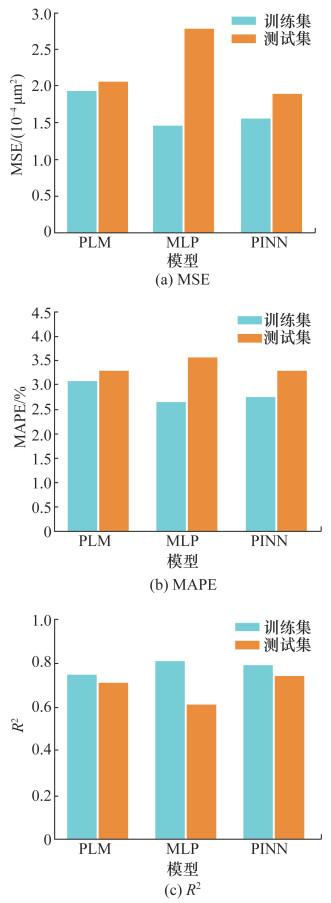
1) PINN性能平衡: PINN在泛化能力上与PLM基本一致, 显著优于MLP; 在预测精度上与MLP相当, 均优于PLM。这表明, PINN在具有物理模型稳健性的同时, 实现了较高的预测精度, 体现出对泛化能力和预测性能的良好平衡。
2) 物理信息融合效应: 在测试集上, PINN的MSE比在训练集上仅增加20.9%, 显著低于MLP的增幅91.1%, 说明物理残差约束在PINN中有效抑制了过拟合现象, 增强了其泛化能力;
3) 误差结构差异: MLP在测试集上的MSE增幅(91.1%)远高于MAPE增幅(36.2%), 表明其预测误差存在明显的系统性偏移, 而PINN的MAPE增幅(19.0%)与MSE增幅基本同步, 反映误差分布更符合物理规律。这进一步验证了物理引导能够有效优化PINN的误差结构。
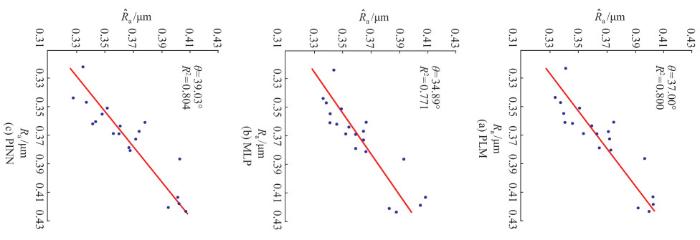
1) 随机误差分析: PINN和PLM的散点分布最接近回归线, 且在回归线两侧分布均匀, 表明其由数据噪声引起的预测波动性较小。相比之下, MLP的散点分布偏离回归线程度更大, 随机性误差显著更高。
2) 系统误差分析: PINN的回归线角度最接近45°, 是3种模型中系统误差最小的模型。这说明PINN在捕捉粗糙度变化规律方面表现最佳, 预测结果更为可靠。PLM的回归线角度稍有偏离, 系统误差略大于PINN, 但仍优于MLP。
因此, PINN在随机性误差和系统性误差方面均表现出色, 散点更加集中且回归线与45°的夹角最小, 充分体现了物理信息与数据驱动结合的优势。PLM尽管稳健性较强, 但受限于简化假设, 拟合能力不及PINN。MLP由于缺乏物理约束, 误差分布不均匀, 受数据噪声影响较大, 预测性能最差。
图 8显示了在测试集全部20个数据点上的预测残差绝对值, 反映了3种模型在每个数据点上的预测误差。
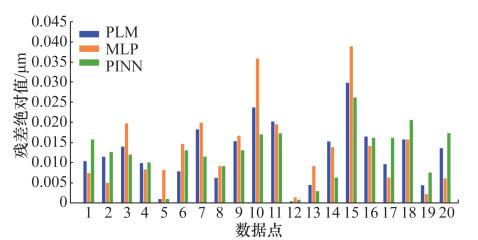
通过对比残差分布, 可以得出以下结论:
1) MLP的残差分布最差: MLP的残差普遍较大, 且波动范围显著高于PLM和PINN。这表明MLP缺乏物理约束, 容易受到数据噪声的影响, 导致预测结果不稳定并存在较大偏差。
2) PLM具有局限性: PLM的残差分布相对均匀, 但波动性较大, 说明其对复杂工艺特性的表征能力有限, 存在一定的系统性偏差。尽管其稳健性较高, 但在预测精度上明显不及PINN。
3) PINN的优越性: PINN的残差分布最为集中, 绝大多数数据点的残差绝对值稳定在0.015 μm左右, 平均绝对误差的波动范围最小。这表明PINN在物理规律的指导下, 能够有效捕捉复杂关系, 显著降低预测误差, 同时保持较高的稳定性。
为进一步验证PINN的工程适用性, 在某航空维修企业的工艺要求下, 对比各模型的预测性能。根据航修手册规定, 打磨后表面粗糙度的允许最大单点偏差绝对值为0.04 μm。由图 8在测试集上各数据点的残差绝对值分析知, PINN的最大单点偏差仅0.026 μm, 比PLM(0.030 μm) 降低13.3%, 比MLP (0.039 μm) 降低33.3%, 展现出显著的精度优势。以上分析表明, PINN在满足工艺容差要求的同时具有最优预测性能, 展现出更强的工程适用性。
综合上述分析, PLM虽然具有较强的稳健性和泛化能力, 但由于其机理简化的假设, 预测精度受到限制, 难以准确表征复杂的粗糙度变化规律, 因此引入数据驱动修正具有必要性。MLP能够通过高质量数据拟合复杂关系, 但缺乏物理约束, 容易受到噪声影响, 泛化能力较弱, 且易发生过拟合。
为弥补PLM和MLP的不足, PINN通过融合先验物理知识与数据驱动学习, 平衡了预测精度与泛化能力。在测试集上, PINN展现出最优性能, 其物理引导机制不仅提升了训练效率, 还有效抑制了过拟合, 显著提高了模型的可靠性、预测精度和稳定性。
5 结论
本文针对飞机涂装打磨工艺中的表面粗糙度预测问题, 提出了一种基于PINN的预测模型。PINN模型将表面粗糙度的物理机理嵌入损失函数, 并根据训练阶段动态调整数据驱动权重。训练初期引导模型优先学习物理规律, 抑制数据噪声; 训练后期通过权重切换, 有效捕捉工艺参数间的复杂非线性关系, 实现了对物理机理与数据驱动学习的有效平衡。PINN模型融合了物理机理与数据驱动的优势, 克服了传统模型的局限性, 主要研究结论如下:
1) 物理引导机制有效提高了PINN模型的训练效率和稳健性。PINN模型在训练效率上优于MLP模型, 收敛速度提升约40%。同时, 物理约束有效降低了数据噪声影响, 使残差分布更加集中且波动范围更小。此外, PINN模型的随机误差分布均匀, 系统性偏差最小, 表现出极高的稳健性, 能够准确捕捉复杂粗糙度变化规律, 确保模型预测的可靠性。
2) PINN模型兼顾了物理机理模型的泛化能力与数据驱动模型的预测精度。与PLM相比, PINN模型克服了物理简化假设导致的预测精度不足; 与MLP模型相比, PINN模型的物理引导机制降低了对训练数据的依赖, 有效抑制过拟合现象, 展现出更强的泛化能力。PINN模型平衡了泛化能力与预测性能, 成功克服了传统物理模型的预测精度缺陷与纯数据驱动模型的泛化能力缺陷。
3) PINN模型的预测性能优越, 其对打磨表面粗糙度的预测误差绝对值不超过0.03 μm, 平均相对误差仅为3.263%, 整体预测精度优于对比模型, 满足实际工艺对精度和稳定性的需求, 并同时具备最优的工程适用性。
下一步可优化更灵活的物理约束表达形式, 结合更丰富的领域知识和特征工程方法, 进一步提升模型的适用性与实用性。

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}